
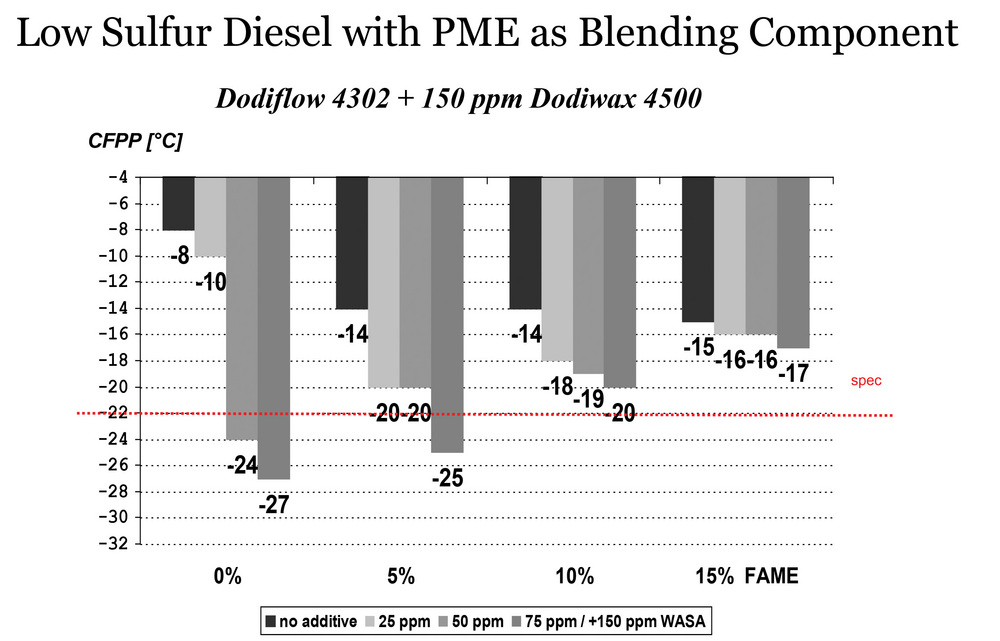
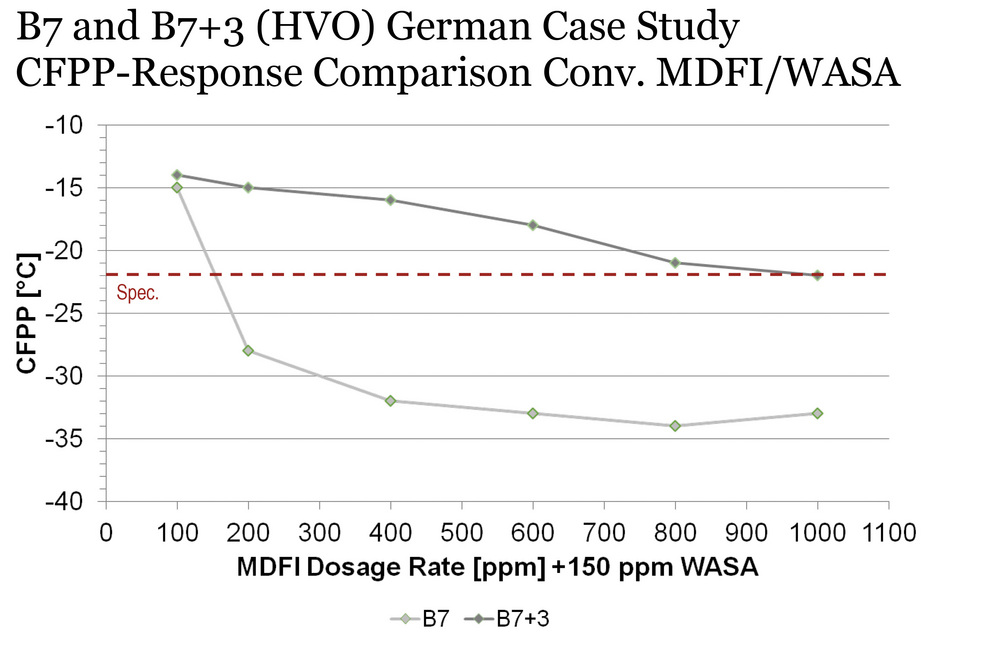
Cold Flow Treatment: FAME, HVO & Diesel Blends
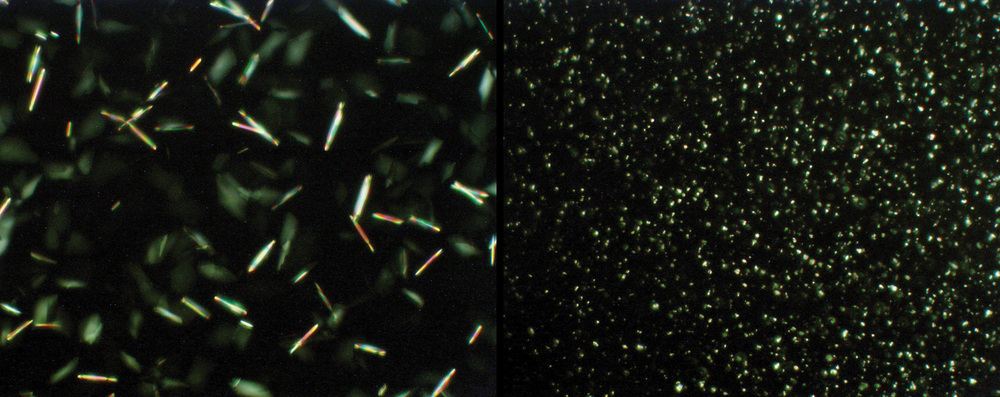
PHOTOS: CLARIANT
October 28, 2013
BY Werner A. Reimann and Bettina A. Siggelkow
Advertisement
Advertisement
Related Stories

Jet2.com on April 16 announced that it will use a blend of sustainable aviation fuel (SAF) at London Stansted Airport in 2024, meaning the leading leisure airline will use SAF on departing flights from two U.K. airports in 2024.

Boeing is buying 9.4 million gallons of blended SAF to support its 2024 U.S. commercial operations, reducing its carbon emissions and working to help grow the supply of the fuel globally. This is the company's largest annual SAF purchase.

Now in its seventh year since the B20 requirements were enacted, the state of Minnesota is beginning its transition toward a 20-percent biodiesel blend (B20) during the summer months.

Neste and Air New Zealand have signed an agreement for the supply of 2.4 million gallons of neat Neste MY Sustainable Aviation Fuel. The agreement follows an earlier SAF delivery to Air New Zealand in 2022.

Desert Jet has partnered with TITAN Aviation Fuels to establish the supply of sustainable aviation fuel (SAF) at its flagship FBO, Desert Jet Center at KTRM, including using SAF for its charter aircraft fleet.
Upcoming Events

@ Copyright 2024 - BBI International - All rights reserved.